
直缝钢管的硬度检测要在指定区域内进行。硬度检测仪器可采用洛氏硬度计,测试HRC硬度值,如热处理硬化层较浅,可采用表面洛氏硬度计,测试HRN硬度值。

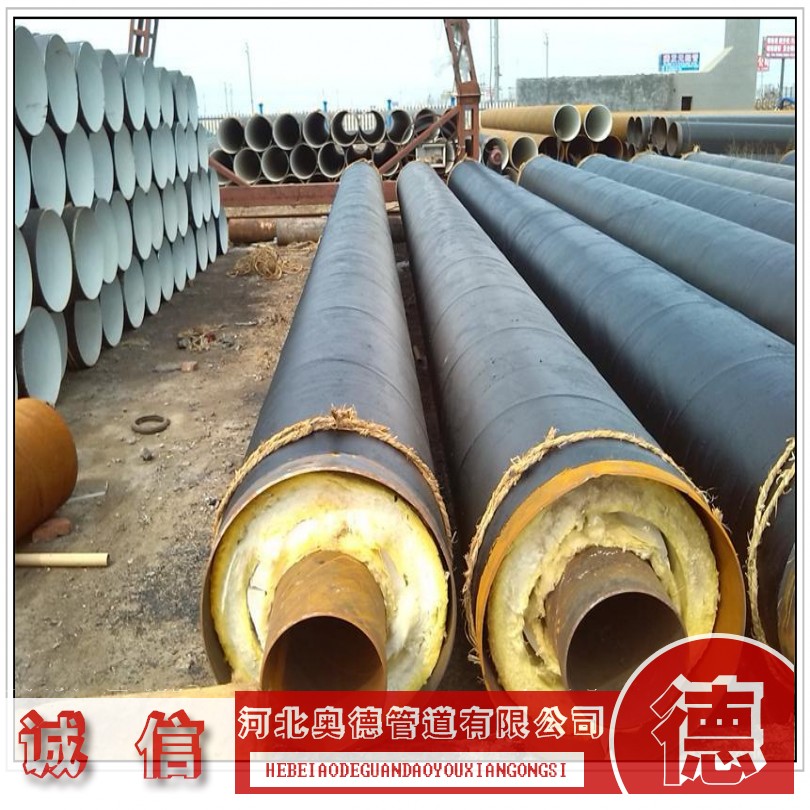
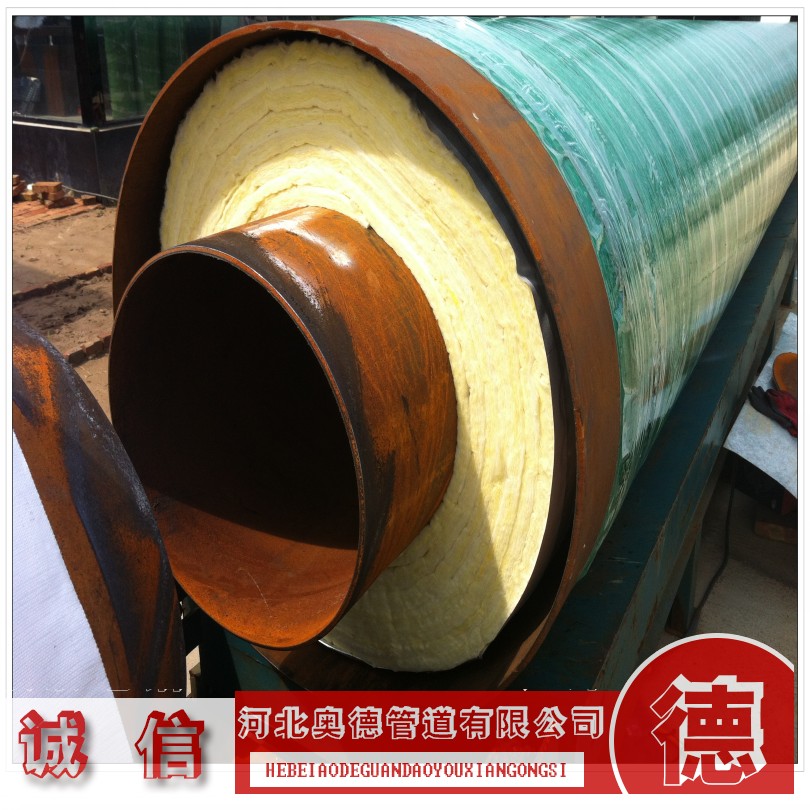
在输油、输气管线施工过程中,直缝钢管表面处理是决定管道使用寿命的关键因素之一,它是层与直缝钢管能否结合的前提。

在生产不可能确定各根完好,把误差控制在允许范围内就可以把损失降到低。
直缝钢管是与螺旋钢管敌对的一种钢管的焊接工艺。这类钢管的焊接由于工艺对照简易,并且焊接的本钱对照低,在制作时辰可以抵达高的速率,于是在市情上是对照常见的。

低碳钢材质,焊接温度控制在1250~1460℃,可达到管壁厚3~5mm焊透要求。
锻造钢材:利用锻锤的往复冲击力或压力机的压力使坯料改变成我们所需的形状和尺寸的一种压力加工方法。
直缝钢管的焊接长度要少许多,而螺旋钢管焊接长度可能会增加30%以上。在焊接时候由于工艺的原因,速率斗劲低,产量也是相当低的。
直缝焊管生产线的布局应考虑管道建设的分布、将来的发展规划。从目前看,较大规模的管道建设主要集中在我国的西部和北部地区同时还应考虑大直缝焊管所用原料钢板的运输问题,以便解决好超宽钢板的运输问题。

